總 部:029-88325700
地 址:西安(ān)市高新區高新路80號望庭國際一單元901室
工(gōng) 廠:029-86085235
網址:www.rctch.com
地 址:西安涇河工業園北區西金路195號
應嚴格控製聚合物熔體氣體流量,以保持所(suǒ)需要的聚合物氣體質量比。由於氣體的流率很小壓力高、粘度低,導致氣體流量的計量較(jiào)為困(kùn)難。目前,epp保溫箱計量氣體流量般采用正位移泵或多孔材料。
正位移泵(bèng)的流率(lǜ)不受熔體壓力(lì)變化的影(yǐng)響(xiǎng),即體積流率完全由泵控製。多孔材料的流率與壓降相關,通過多孔材料的聚合物熔體流率大(dà)體上與進出口壓力(lì)差成正比,調節多孔材料進口壓力可改變(biàn)氣體流率。
采(cǎi)用多孔(kǒng)材料的優點是注入的氣(qì)流平穩,但機筒(tǒng)內熔體壓(yā)力存在波動,為(wéi)準確注入氣體,進口壓力應能夠隨熔體壓力自動調節。epp保(bǎo)溫箱采(cǎi)用正位移(yí)泵和多孔材料控製(zhì)氣體流量的注(zhù)入裝置。

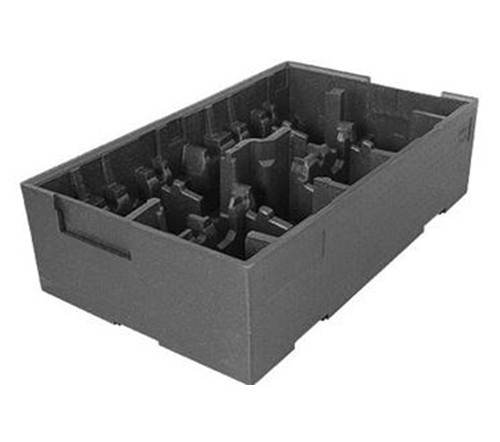
微孔泡沫塑料擠出成型與一般發泡擠出成型的區別。微孔泡沫塑料擠出成型與一般發泡擠出成型有很大的不同。首先,微孔泡沫塑料加工過程中需要大量不活潑氣體(如CO2或N2等)溶解進聚合物熔體,使氣體在聚合(hé)物中呈飽和狀態,epp保溫箱濃度可(kě)為一般發泡加工的10倍。
采用一般(bān)物理發泡加工方法(fǎ)不可能在氣體一聚合物均相體係中達到這麽高的氣體濃度(dù),而隻有高的氣體濃度才能滿是微(wēi)孔泡沫塑(sù)料成(chéng)型的需要。
其次(cì),微孔泡沫塑料成型過(guò)程(chéng)中其成核數要大大超過一般(bān)物理發泡加工(gōng)方法。微孔泡沫塑(sù)料(liào)的成核是通過對氣體一聚(jù)合物均相體係造成熱力學不穩定來(lái)誘(yòu)導的,epp保溫箱(xiāng)熱力(lì)學(xué)不穩定是由壓力、溫度的快速改變來實現的。